1.1 Allgemeine Merkmale
Kobaltbasierte Legierungen werden in anspruchsvollen Anwendungen eingesetzt, solange Feinguss als industrielles Verfahren verfügbar ist. Arcams Elektronenstrahlschmelztechnologie konkurriert direkt mit dem Feinguss und ist eine praktikable Wahl für die Herstellung komplexer Teile aus Kobaltlegierungen. Der Gro?teil der Feingussteile aus den Kobalt-Superlegierungen wird in offener Atmosph?re gegossen. Mit dem Elektronenstrahlschmelzverfahren von Arcam sorgt die Vakuumatmosph?re für eine kontrollierte Umgebung und erm?glicht hervorragende Materialeigenschaften in den gefertigten Teilen. CoCrMo-Legierungen werden h?ufig für medizinische prothetische Implantate verwendet. Die Legierungen werden insbesondere dort eingesetzt, wo hohe Steifigkeit oder ein hochpoliertes und extrem verschlei?festes Material gefordert wird. CoCrMo-Legierungen sind die Materialien der Wahl für Anwendungen wie Knieimplantate, Metall-Metall-Hüftgelenke und Zahnprothesen.
Kobaltlegierungen spielen auch eine wichtige Rolle für die Leistung von Luft- und Landgasturbinen. W?hrend Vakuumguss-Nickellegierungen in den hei?en Bereichen moderner Turbinenmotoren vorherrschen, werden Kobaltlegierungen routinem??ig für besonders anspruchsvolle Anwendungen wie Kraftstoffdüsen und Schaufeln für industrielle Gasturbinen spezifiziert. Arcam ASTM F75 ist eine nichtmagnetische CoCrMo-Legierung mit hoher Festigkeit, Korrosionsbest?ndigkeit und ausgezeichneter Verschlei?festigkeit. Es wird h?ufig für orthop?dische und zahnmedizinische Implantate verwendet. Hochglanzpolierte Komponenten umfassen Oberschenkelstiele für Ersatz von Hüften und Kniekondylen. Andere kobaltmedizinische Implantate sind Acetabularschalen und Schienbeinschale. In allen F?llen, insbesondere aber bei Hüftbauteilen, ist die Materialqualit?t unerl?sslich, da Teile stark belastet und ermüdungsfrei sind.
1.2 Besondere Merkmale
Die Arcam ASTM F75 CoCr Legierung eignet sich auch für die Rapid Manufacturing von Produktionswerkzeugen zum Spritzgie?en von Kunststoffteilen. Die hohe H?rte des Materials und die hervorragenden Materialqualit?ten erm?glichen das Polieren von Bauteilen auf optische oder spiegel?hnliche Oberfl?chen und sorgen für eine lange Standzeit. Werkzeuge k?nnen mit komplexen Geometrien gebaut werden, und die konformen Kühlkan?le erh?hen die Lebensdauer des Werkzeugs und erh?hen die Produktivit?t sowie die Bauteil- und Oberfl?chenqualit?t.
1.3 Antr?ge
CoCrMo wird typischerweise verwendet für:
–
Gasturbinen
–
Orthop?dische Implantate
–
Zahnimplantate
1.4 Pulverspezifikation
Das
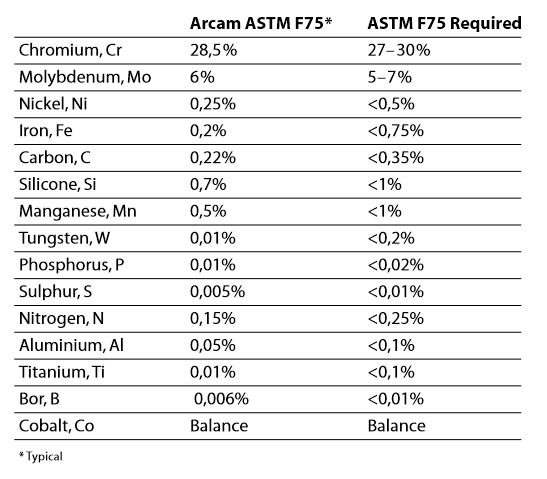
Arcam ASTM F75 CoCr Legierungspulver für EBM wird durch Gaszerst?ubung hergestellt und die chemische Zusammensetzung entspricht der Spezifikation des ASTM F75 Standards. Die Partikelgr??e betr?gt 45–100 Mikron. Diese Begrenzung der minimalen Partikelgr??e gew?hrleistet eine sichere Handhabung des Pulvers. Weitere Informationen zur Handhabung und Sicherheit der Arcam ASTM F75 CoCr Legierung finden Sie im Arcam MSDS (Material Safety Data Sheet).
1.5 Chemische Zusammensetzung
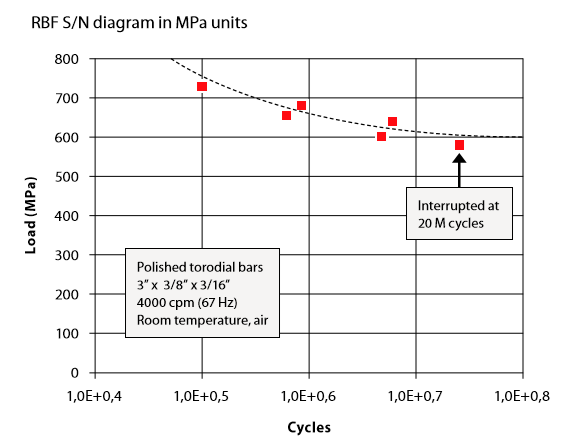
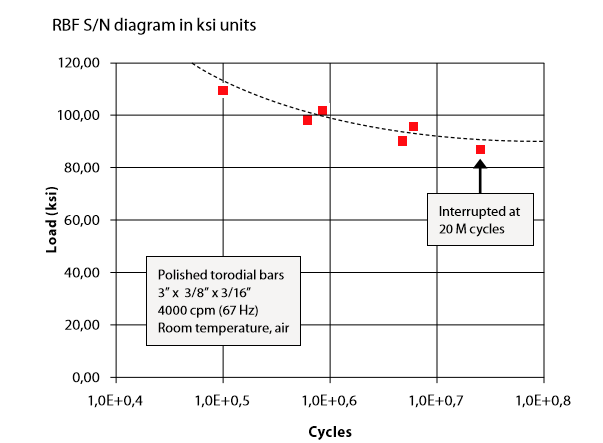
1.6 Mechanische Eigenschaften

Abschnitt 2. Nachbearbeitung
2.1 Sintern durch MIM
2.2 W?rmebehandlung
Das folgende W?rmebehandlungsprogramm wird empfohlen.
1. Gegebenenfalls das hei? isostatische Pressen (HIP) in einem gemeinsamen Zyklus mit den folgenden Parametern: – 1200 °C – 1000 bar Argon – 240 Minuten.
2. Homogenisierung (HOM) W?rmebehandlung mit folgenden Parametern: – 1220 °C – 0,7–0,9 mbar Argon – 240 Minuten. So schnelle Abschreckrate wie m?glich, von 1220°C bis 760°C in maximal 8 Minuten. Ziel ist es, Karbide aufzul?sen und die Isotropie der Mikrostruktur zu verbessern, wodurch die Spr?digkeit des EBM-Materials reduziert wird. (MIM, Metall-Pulver-Spritzguss folgen auch der HOM-Behandlung nach dem Sintern)
2.3 Bearbeitung
Im EBM-Verfahren gefertigte Teile zeichnen sich durch eine gute Zerspanbarkeit aus. Mit dem Arcam EBM-Verfahren hergestellte Teile weisen hervorragende Ergebnisse bei jedem herk?mmlichen Bearbeitungsverfahren auf. Die hervorragenden Eigenschaften der mit EBM gefertigten Teile erm?glichen eine spiegelnde oder optische Politur der Teile für den Einsatz in Matrizen und anderen Anwendungen, die eine überlegene Oberfl?chengüte erfordern.
2.4 Herstellung von Mikrostrukturen
CoCrMo Teile mit EBM ergeben volldichte Teile ohne Schwei?linien im Material vor oder nach der W?rmebehandlung (HIP+HOM). Das As-built-Material besteht aus langgestreckten K?rnern, die Karbidausf?lle enthalten. Die W?rmebehandlung verwandelt die Mikrostruktur in eine isotrope Struktur mit einer erheblichen Reduktion der sichtbaren Karbide.
Die folgenden Bilder zeigen die typische Mikrostruktur vor und nach der W?rmebehandlung (HIP+HOM). Das As-built Material hat l?ngliche K?rnungen in Baurichtung (Z). Es enth?lt eine hohe Dichte an Karbiden, die die hohe H?rte des As-built Materials ergeben.
圖 3. As-built Mikrostruktur, ge?tzter Querschnitt entlang der Z-Richtung
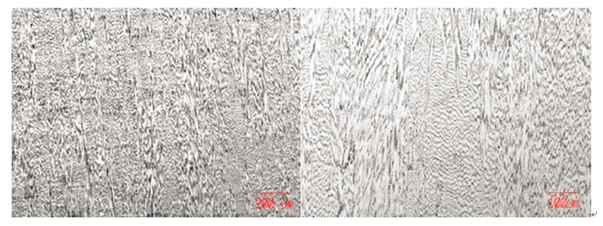
HIP+HOM transformiert die Mikrostruktur vollst?ndig in einen isotropen Zustand. Die Karbide werden gel?st, was zu einer erh?hten Duktilit?t und reduzierten H?rte führt, die in den Spezifikationen nach der W?rmebehandlung nachgewiesen wird. Es gibt keine Porosit?t im eingebauten oder im HIP+HOM Material.
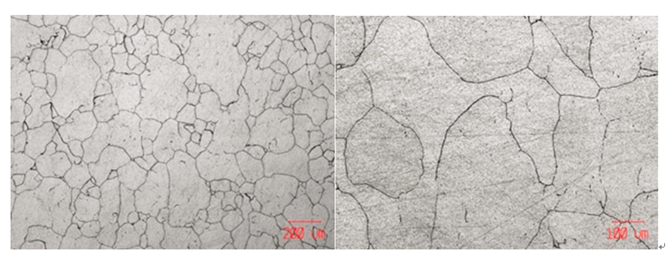
圖 4. Mikrostruktur nach HIP+HOM, ge?tzter Querschnitt entlang der Z-Richtung
